Cómo calibrar la distancia de extrusión en la impresora 3D
Usted tendrá que ajustar la calibración del extrusor en la impresora 3D. Antes de poder calcular el último valor, es necesario asegurarse de que la cantidad correcta de plástico es extruido para una distancia extrusora conjunto, realizar una sencilla prueba de extrusión, medir los resultados y calcular el cambio. No te preocupes - no es difícil.
Esta calibración extrusora es realmente importante. Se asegura de que el firmware sabe exactamente cuánto material se está depositando, y que Slic3r puede confiar en su máquina para cálculos precisos cuando se produce el código G para imprimir objetos.
Preste especial atención al cuarto número en la lista- se especifica la cantidad de pasos del motor extrusora utiliza para alimentar a 1 mm de filamento en el extremo caliente.
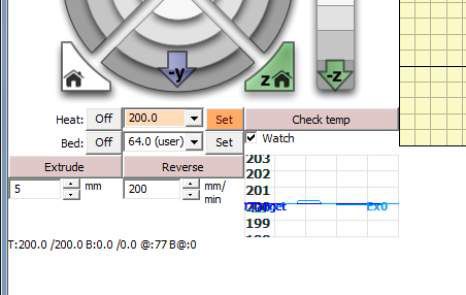
Usted puede extruir y revertir la extrusora, pero sólo cuando le toca a la temperatura. Este control manual es esencial para la carga y la eliminación de filamento, y para purgar cualquier material antiguo. En Pronterface, puede ordenar a la máquina de extrusión para extruir o revertir el motor paso a paso una distancia determinada (especificado en milímetros, como se muestra en la esquina inferior izquierda.
Calibración de su extrusora asegura que el eje extrusora se mueve exactamente el número de pasos por unidad (unidad de ser de 1 mm) y exactamente la distancia que especifique en Pronterface. De esta manera, cuando el código G producido por Slic3r manda una extrusión de 2 mm puede estar seguro de la cantidad correcta de material será depositado. Calcular el valor correcto siguiendo estos pasos:
Calentar la extrusora a la temperatura del material que va a utilizar. (200 grados C para PLA y 240 grados C para ABS.)
No hay necesidad de calentar su calienta camas para esta calibración.
Cuando el extremo caliente está a temperatura, inserte el filamento.
Empujar hacia abajo y con el botón de Extrusión en Pronterface unos 5 mm a la vez debe sujetar y manejar el filamento en su extrusora.
En este punto, si se observa la extrusora se cale o dando vueltas y tratar de conducir lo que se parece a un montón más de 5 mm puede que tenga que simplemente reducir el número en el firmware sólo para que pueda calibrar con mayor precisión.
Dependiendo del tipo de máquina de extrusión, el tipo de engranaje que tiene, la electrónica que fueron seleccionados por él, así como la forma en que el valor del micro-paso se estableció, el valor de los pasos por unidad debe estar en algún lugar entre el 50 y 1100. Si estés utilizando motores 200-paso-por-revolución con 16x micro-paso a paso, una rotación se fijaría en 3200 pasos.
Una rotación completa generalmente conduce una cantidad significativa de filamento en su máquina de extrusión, así que si usted no tiene ningún otro tipo de asesoramiento sobre su extrusor, trate de usar un número de alrededor de 200 para la primera prueba.
Marque el filamento: Envolver una tira de cinta o un adhesivo al filamento entrante a una distancia de aproximadamente 50 mm desde el orificio de entrada de filamento de la extrusora.
Medir la distancia exacta entre la marca que acaba de hacer y el cuerpo del extrusor antes y después de la extrusión de 20 mm de filamento. Anote este número.
Como un ejemplo de trabajo, decir que fue de 48 mm entre la marca y el cuerpo de la extrusora. La mejor manera de medir esto es con un micrómetro digital, otra muy buena herramienta para la impresión 3D. Un micrómetro digital le puede ayudar de muchas maneras, incluyendo (a) comprobar si sus partes impresas salen como fueron diseñados y (b) en la medición del diámetro de filamento de diferentes bobinas para poner en Slic3r.

Extruya 20 mm de filamento de plástico en pasos de 5 mm, con un retraso de unos pocos segundos entre pasos.
El retraso es asegurarse de que usted no extruir demasiado de rápido que reduce el riesgo de la omisión del motor.
Usted debería haber tenido un movimiento suave de filamentos impulsado hacia abajo en su extremo caliente y extruye a cabo.
Mida la nueva distancia de la brecha entre la marca y el extrusor como lo hacía antes.
Si su extrusora se calibró idealmente, la nueva distancia restante (en este caso) sería de 28 mm. Es probable que, sin embargo, que este nuevo tamaño de la separación es ya sea mayor o menor que 28 mm. Digamos que en realidad se ha medido 32 mm, lo que significa que la extrusora realidad condujo el filamento solamente una distancia de 16 mm en lugar de los 20 mm que esperaba.
Calcular el valor de los pasos por unidad.
Ahora usamos el número existente de pasos extrusora por unidad en nuestro firmware y el extruido distancia, que en este caso era de 20 mm, para calcular el número de pasos del motor de su firmware acaba de mudar. Debido a 200 x 20 = 4000, este es el número de pasos del motor de su firmware se trasladó para el 20 mm de movimiento extrusora que ha establecido.
Desde que logró solamente 16 mm de movimiento, sin embargo, se puede calcular nuestro valor real pasos por unidad dividiendo que 4.000 por 16 para obtener 250.
El mismo cálculo se puede hacer si usted encuentra el número fue mayor que 20. El resultado sólo será inferior a los 200 escalones.
Introduzca el nuevo valor de los pasos por unidad en el firmware.
Si se introduce el cambio en el valor de la extrusora pasos por unidad en nuestro firmware desde 200 y 250, a alcanzar el 20 mm de movimiento de la próxima vez que realice esta operación.
Después de actualizar el firmware con estos cambios, ya está listo para imprimir su primer objeto 3D.
Asegúrese de comprobar de forma rutinaria para asegurar que su impresora 3D no se ha eliminado de la alineación y que su extremo caliente es todavía una distancia adecuada de la acumulación de la cama antes de imprimir. Afortunadamente, no es necesario para calibrar la temperatura de su extremo caliente y hacer la calibración extrusora cada vez que impresión que ha introducido estos valores en el firmware, y tales ajustes no se requiere ajuste constante.
-
 10 Opciones para la electrónica y extrusoras impresoras RepRap 3D '
10 Opciones para la electrónica y extrusoras impresoras RepRap 3D ' - La impresión 3D para dummies
- La impresión 3D: cómo unirse a la z, x, y y hachas todos juntos en el i3 Prusa
- Montaje de la extrusora reprap y actualizaciones RepRap en una impresora 3D
- La decisión sobre el reprap de su propia para la impresión 3d
-
 Opciones Kit Home 3d-impresora
Opciones Kit Home 3d-impresora
Los aficionados son ampliamente utilizados con 3D casa RepRap Impresoras- ayudan a mantener las zonas críticas como el aislante térmico-extremo caliente fresco, y también le pueden ayudar con un proceso de impresión sin problemas.Casi todos los…
El procedimiento final para la construcción de su propia impresora 3D Prusa i3 es reunir la extrusora y de extremo calor - en este caso, un pacto, extrusora moderna, orientada con un calor de gama J-cabeza.El proceso puede ser dividido en cinco…
Cuando Slic3r se ha instalado correctamente, usted puede ir sobre la configuración de la misma. Antes de que un objeto puede ser cortado para arriba en capas para la impresión en 3D, Slic3r tiene que saber una serie de ajustes clave para su…
Antes de que pueda utilizar su impresora RepRap 3D, tendrá que configurar el firmware. He aquí una breve guía para conseguir el firmware en ejecución Marlin en sus RAMPAS electrónica.El proceso tiene cuatro etapas fáciles, de la siguiente…
La regla de oro sobre extrusoras de impresión 3D: Use ventiladores. Cuando empiezas a experimentar con la impresión de objetos ultra pequeños con detalles finos u objetos de impresión a gran velocidad, se descubre rápidamente un problema…
Editar este archivo es el corazón del proceso de configuración de la impresora Prusa i3 3D. Esta sección proporciona una visión general y recomendaciones específicas. Tenga en cuenta que hay un archivo de texto en lenguaje de programación…
Cuando obtiene un bloqueo de extremo calor o unidad de filamentos de su extrusora falla en la impresora 3D, los signos suelen ser obvia: La corriente de plástico comienza a disminuir, y luego stops- la impresora sigue tratando de imprimir, pero…
La primera orden del día aquí es asegurarse de que la boquilla el extremo caliente de la impresora 3D es una distancia determinada de la superficie de impresión y que su superficie de impresión es plana y nivelada.Este procedimiento general se…
Este es un momento emocionante, pero no lo entiendo demasiado ambicioso para este primer objeto 3D. En lugar de saltar con un objeto complejo en esta etapa, intente imprimir algo más fácil - como un simple cubo.Puede imprimir cubos para probar…
La impresora Prusa i3 3D tiene interruptores para dejar la electrónica saben cuando los ejes X, Y y Z son carros en la posición inicial. Estos muy a menudo pueden requerir una señal invertida para la electrónica de entender que están siendo…
Usted tendrá que cargar el firmware Marlin a las rampas de la electrónica en su impresora Prusa i3 3D. Cuando usted ha hecho sus específicas de la impresora ajuste cambia en el archivo, puede guardar el archivo. A continuación, compruebe para…
Cada impresora RepRap 3D ha su movimiento proporcionado por motores paso a paso. Este tipo de motor eléctrico requiere un dispositivo controlador especial para pulsar el motor de avance o atraso cada paso gira (pasos) al motor una cantidad…