Cómo configurar slic3r en su impresora 3D
Cuando Slic3r se ha instalado correctamente, usted puede ir sobre la configuración de la misma. Antes de que un objeto puede ser cortado para arriba en capas para la impresión en 3D, Slic3r tiene que saber una serie de ajustes clave para su impresora 3D en particular. Usted entra a estos ajustes en un asistente de configuración que aparece cuando se inicia por primera vez Slic3r.
No te preocupes - todos estos ajustes se pueden cambiar más adelante si es necesario cambiarlos después de utilizar Slic3r. Por ahora, sólo introduzca todos los datos específicos que pueda. Puede guardar diferentes configuraciones más tarde. Esta disposición es útil cuando se está ejecutando varias máquinas diferentes, poniendo a prueba las actualizaciones, o tratar diferentes tipos de materiales.
Para configurar Slic3r, siga estos pasos:
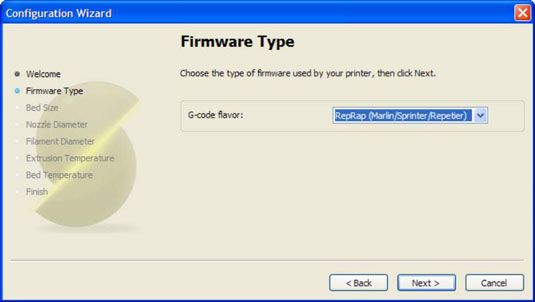
En el asistente, seleccione el estilo particular del G-código para utilizar con el firmware se le ejecuta en su impresora RepRap 3D.
Esto suele ser RepRap (Marlin / Sprinter).
Introduzca el tamaño de la cama acumulación de la impresora.
Para una RepRap usando un estilo de Prusa calienta camas de material PCB, introduzca un tamaño de 200 mm x 200 mm.
Una impresora Delta cuenta con un área de construcción más redonda, que tiene que ser considerado cuando se está imprimiendo objetos, pero todavía se puede entrar en tamaño que las coordenadas X e Y.
Introduzca el tamaño de la boquilla de salida en caliente de gama de la impresora 3D.
Introduzca el tamaño de su extrusora BOQUILLA tamaños comunes son 0,5 mm, 0,4 mm y 0,35 mm. Slic3r utiliza esta información para ayudar a calcular el espacio necesario para la extrusión de cada capa para que cada capa se adhiere firmemente a la que debajo de ella. Esta configuración sirve como una guía para Slic3r- ajuste de la anchura y la altura de la trayectoria de extrusión es una parte separada, independiente del proceso de calibración.
El ancho extruido real de la salida también depende de muchos aspectos minúsculos del diseño de extremo calor. Es común tener alguna die-oleaje desde un pequeño agujero bajo presión: El filamento de salida se expande desde la boquilla a medida que sale. La calibración de impresión y, a continuación, es importante para prevenir la extrusión de capas de plástico de extrusión demasiado juntos o demasiado separados para sus modelos 3D para mirar a la derecha y la función correctamente.
Introduzca el diámetro del filamento.
Asegúrese de medir el diámetro de su filamento, obtener el mejor promedio, y entrar en ese resultado como el diámetro del filamento de Slic3r, preferiblemente después de meditar en la barra lateral de precaución, " Revise su filamento cuidadosamente ".
Usted puede confiar en la información para el diámetro proporcionada por su proveedor, pero merece la pena tomarse el tiempo para medir el tamaño de su material, especialmente si usted tiene diferentes proveedores o diferentes tipos de material. Y en cuenta que el tamaño real del filamento es de 3 mm a menudo alrededor de 2,85 esto es normal- permite que el filamento a ser impulsado hacia abajo tubos utilizados en 3 mm de diámetro calientes extremos y extrusoras.
Los recién llegados a la impresión 3D que descubren la falta de material o un-extrusión sobre sus objetos impresos suelen cambiar la configuración para ajustar el volumen de material diámetro del filamento. Puede funcionar, pero por regla general, no hacerlo. Extrusión inexacta menudo enmascara un problema más grande con la calibración extrusora o configuración de la máquina.
Estos problemas se manifiestan como la mala calidad de impresión, sobreextrusión de material dando malos resultados, y la tolerancia de tamaño malo para agujeros y aberturas. Y cualquier chapuza de ajustes conducirá al cálculo inexacto de tiempo de impresión y el material que se utiliza. Utilice una medición precisa de diámetro del filamento, y nunca ajustar este número para ajustar el volumen de plástico se extruye.
Continúe con el asistente de configuración Slic3r, la creación de sus temperaturas de extrusión, y la selección de los ajustes de temperatura calienta camas.
La temperatura de extrusión de un material termoplástico, cuando se utiliza en la impresión 3D, tiene que ser lo suficientemente alto como para permitir que su extrusora para empujar el material consistente en el extremo caliente sin que se cale, pero no tan alto que el plástico se nasal y recalentado, y comienza a romper y el humo. Para PLA, la temperatura es de alrededor de 200 grados C- para el ABS, en torno a 240 grados C.
Temperaturas de impresión en general tienen que ser aumentada si imprime mucho más rápido que " lo normal " o si usted está tratando de imprimir un objeto detallada diminuta lentamente.
Si la impresora RepRap 3D tiene una climatizada-cama, introduzca un valor de temperatura para el material que va a imprimir.
Una vez más, no se preocupe si va a imprimir diferentes materiales- puede configurar múltiples configuraciones en Slic3r después. Como guía, use 60 grados centígrados para PLA y 110 grados centígrados para el ABS. Si desea imprimir sin utilizar un calienta-cama, y luego dejar este valor se establece en 0.
Casi todas las impresoras RepRap 3D necesita ser afinado para temperaturas de impresión específicas. Está bien usar sugerencias de otras personas como una guía, pero la ubicación exacta de la sonda de temperatura y pequeñas variaciones en la electrónica y la instalación del firmware puede darle una lectura muy diferente.
-
 10 Opciones para la electrónica y extrusoras impresoras RepRap 3D '
10 Opciones para la electrónica y extrusoras impresoras RepRap 3D ' -
 3D-impresión: opciones experimentales
3D-impresión: opciones experimentales - La impresión 3D para dummies
- Montaje de la extrusora reprap y actualizaciones RepRap en una impresora 3D
- La decisión sobre el reprap de su propia para la impresión 3d
-
 Opciones Kit Home 3d-impresora
Opciones Kit Home 3d-impresora
Los aficionados son ampliamente utilizados con 3D casa RepRap Impresoras- ayudan a mantener las zonas críticas como el aislante térmico-extremo caliente fresco, y también le pueden ayudar con un proceso de impresión sin problemas.Casi todos los…
El procedimiento final para la construcción de su propia impresora 3D Prusa i3 es reunir la extrusora y de extremo calor - en este caso, un pacto, extrusora moderna, orientada con un calor de gama J-cabeza.El proceso puede ser dividido en cinco…
Usted tendrá que ajustar la calibración del extrusor en la impresora 3D. Antes de poder calcular el último valor, es necesario asegurarse de que la cantidad correcta de plástico es extruido para una distancia extrusora conjunto, realizar una…
Antes de que pueda utilizar su impresora RepRap 3D, tendrá que configurar el firmware. He aquí una breve guía para conseguir el firmware en ejecución Marlin en sus RAMPAS electrónica.El proceso tiene cuatro etapas fáciles, de la siguiente…
La regla de oro sobre extrusoras de impresión 3D: Use ventiladores. Cuando empiezas a experimentar con la impresión de objetos ultra pequeños con detalles finos u objetos de impresión a gran velocidad, se descubre rápidamente un problema…
Editar este archivo es el corazón del proceso de configuración de la impresora Prusa i3 3D. Esta sección proporciona una visión general y recomendaciones específicas. Tenga en cuenta que hay un archivo de texto en lenguaje de programación…
Cuando obtiene un bloqueo de extremo calor o unidad de filamentos de su extrusora falla en la impresora 3D, los signos suelen ser obvia: La corriente de plástico comienza a disminuir, y luego stops- la impresora sigue tratando de imprimir, pero…
La primera orden del día aquí es asegurarse de que la boquilla el extremo caliente de la impresora 3D es una distancia determinada de la superficie de impresión y que su superficie de impresión es plana y nivelada.Este procedimiento general se…
Este es un momento emocionante, pero no lo entiendo demasiado ambicioso para este primer objeto 3D. En lugar de saltar con un objeto complejo en esta etapa, intente imprimir algo más fácil - como un simple cubo.Puede imprimir cubos para probar…
La impresora Prusa i3 3D tiene interruptores para dejar la electrónica saben cuando los ejes X, Y y Z son carros en la posición inicial. Estos muy a menudo pueden requerir una señal invertida para la electrónica de entender que están siendo…
Los termoplásticos constituyen la mayor parte de los tipos de filamentos utilizados en modelado por deposición fundida. Filamento hecha de materiales termoplásticos se puede utilizar en la impresión 3D para crear muchos colores diferentes,…
La cadena de software para una impresora RepRap 3D comienza con los productos que se utilizan para crear y preparar el modelo virtual en 3D para la impresión. Sin embargo, una vez que un modelo de objetos se ha creado u obtenido, el modelo debe ser…