Índices de capacidad a corto y largo plazo para seis sigma
El índice de capacidad más simple para Six Sigma se llama C
Conteúdo
Índice de capacidad a corto plazo (CP)
La determinación de la anchura entre los dos límites de especificación rígido es de fácil es simplemente la distancia entre el límite de especificación superior (USL) Y el límite de especificación inferior (LSL). Pero con la variación de que arrastra a cabo a las colas, ¿cómo se determina la anchura del proceso?
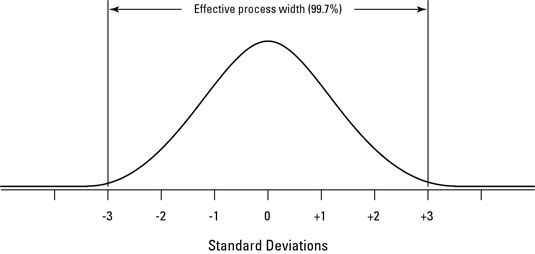
Para superar este obstáculo, los profesionales de Six Sigma han definido la efectiva límites de cualquier proceso como tres desviaciones estándar de distancia respecto al nivel medio. En este ajuste, estos límites rodean 99,7 por ciento, o prácticamente todo, de la variación en el proceso. Figura 13-9 muestra gráficamente estos límites.
Así que para comparar el ancho de la especificación para el ancho de corto plazo del proceso, se utiliza la siguiente fórmula:
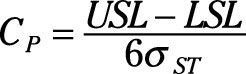
dónde USL - LSL representa la voz de los requerimientos del cliente y 6 # 963-ST representa la voz inherente del proceso. Un calculada CP valor igual a 1 significa que la voz del cliente es igual a la voz del proceso.
LA CP valor menor que 1 significa que el proceso es más ancha que la especificación, con defectos extienda a lo largo de los bordes. LA CP valor mayor que 1 significa que la anchura efectiva de la variación del proceso es inferior a la especificación requerida, con menos defectos que se produzcan.
CP es una medida de proceso a corto plazo o la capacidad característica. Utilice sólo la desviación estándar de corto plazo para el cálculo de su valor. El uso de una desviación estándar a largo plazo en su cálculo le da resultados incorrectos.
Índice Ajustado capacidad a corto plazo (CPK)
los Índice ajustada capacidad de corto plazo (CPK) se ocupa de un problema con el índice de capacidad a corto plazo CP en el apartado anterior. La cuestión: Cp compara sólo las anchuras de la especificación y el proceso. La figura 13-10 ilustra este problema.
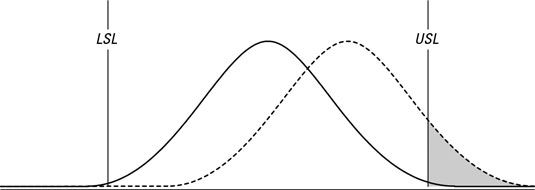
Tanto la distribución dibujado con la línea continua y la distribución dibujado con la línea de puntos tienen el mismo calculado CP. Esto se debe a que ambos tienen el mismo ancho de especificación y la misma anchura proceso. Pero ellos no tienen la misma capacidad. Debido a que está desplazado del centro de la especificación, la distribución línea de puntos tiene muchos más defectos que la distribución sólida.
Puede compensar esta discrepancia ajustando el CP cálculo de lo lejos que está fuera del centro. Para ello, sólo tiene que comparar la distancia desde el centro de distribución a cada uno de los límites de la especificación con la mitad de la anchura de la variación a corto plazo que debe existir entre el centro de la distribución y el límite de especificación, así:
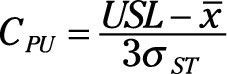
y
El menor valor se calcula de CPU y CPL es el CPK. Así que usted puede escribir la fórmula para CPK como

donde el min en la ecuación que dice que elegir el menor de los valores entre paréntesis.
Si la variación característica o proceso está centrado entre sus límites de especificación, el valor calculado para CPK es igual al valor calculado para CP. Pero tan pronto como la variación del proceso se mueve fuera del centro de la especificación, está penalizada en proporción a lo lejos que está compensado. CPK es muy útil y muy ampliamente utilizado.
Eso es porque compara la anchura de la especificación con la anchura del proceso mientras que también tener en cuenta cualquier error en la ubicación de la tendencia central. Este enfoque es mucho más realista que la que el CP método ofrece.
Generalmente, una CPK mayor que 1,33 indica que un proceso o característica es capaz en el corto plazo. Los valores inferiores a 1,33 le dicen que la variación es demasiado amplia en comparación con la especificación o que la ubicación de la variación se compensa desde el centro de la especificación. Puede ser una combinación de ambos anchura y la ubicación.
Índices de capacidad a largo plazo (PP y PPK)
Los mismos índices de capacidad que el cálculo de la variación a corto plazo también se pueden calcular a largo plazo, o total, variación. Para diferenciarlos de sus homólogos a corto plazo, estos índices de capacidad a largo plazo se llaman PP y PPK. (Los P representa " el rendimiento ").
La única diferencia en sus fórmulas es que utilice # 963-LT en lugar de # 963-ST. Estos índices de capacidad a largo plazo son importantes porque hay un proceso o característica funciona sólo en el corto plazo. Cada proceso se extiende a lo largo de tiempo para crear el rendimiento a largo plazo.
Prescribir un plan de mejora de la capacidad
¿Cómo puedes usar los de corto y de capacidad a largo plazo los índices de un proceso o característica para trazar un plan de mejora? Tabla 13-5 describe los diversos escenarios que pueden ocurrir cuando se está midiendo la capacidad de un proceso o característica y describe un plan de mejora para cada escenario.
| Síntoma | Diagnóstico | Receta |
|---|---|---|
| CP = CPK yPP = PPK | En general, el proceso o característica se centra en itsspecifications. | Según sea necesario, se centran en la reducción de la variación a largo plazo en yourprocess o característica manteniendo al mismo tiempo on-centerperformance. |
| CP =PP y CPK= PPK | Su proceso o sufre característicos de una constante offsetin su ubicación central. | Concéntrese en corregir el punto de su orcharacteristic proceso de configuración hasta que esté centrada. |
| CP = PPK | Su proceso está operando en su ofvariation nivel de servicio. | Continúe controlando la capacidad de su proceso. Proceso Redesignyour para mejorar su nivel de servicio de rendimiento. |
-
 Cómo identificar los costes de gestión de largo plazo
Cómo identificar los costes de gestión de largo plazo -
 Cómo realizar el seguimiento del mercado de bonos de la banca de inversión
Cómo realizar el seguimiento del mercado de bonos de la banca de inversión -
 El ajuste de su horizonte comercial para el análisis gráfico de opciones
El ajuste de su horizonte comercial para el análisis gráfico de opciones - 2 Los beneficios clave de una política de atención a largo plazo sobre las finanzas después de los 50
- Índice de capital de la deuda en QuickBooks 2014
-
 El cálculo de la relación ácido-test para que una empresa
El cálculo de la relación ácido-test para que una empresa
Los prestamistas están siempre asegúrese de buscar en la deuda en los informes financieros utilizando el relación deuda-capital, que mide el apalancamiento de una empresa al ver qué porción de su capital proviene de financiación de la…
Hay siete herramientas de calidad, conocido como el " 7QC herramientas " en los círculos de gestión de calidad. Usted debe familiarizarse con éstos para el examen de certificación PMP. He aquí una breve descripción de cada herramienta.Causa y…
Todos los datos de proceso y de producto en proyectos de Six Sigma tienen variación- cada instancia repetida de cualquier punto de datos medido es diferente de la instancia anterior. Y como el conjunto de medidas repetidas acumula, una forma…
El termino Seis Sigma proviene de la base estadística del enfoque y la metodología utilizada para responder a las preocupaciones de calidad: el roll-up de los comportamientos característicos y el aumento natural de variación en cada…
Simplemente cambiando el sistema de creencias de una empresa - su filosofía - de una mentalidad calidad poste de la meta a un Six Sigma " en el blanco con una mínima variación " mentalidad de inmediato y de forma natural comienza a alterar el…
LA carta del comportamiento gráfica muestra cómo la variación juega con el tiempo en una iniciativa de Six Sigma. Tiempo / orden puede ser un factor crítico, especialmente cuando usted está tratando de averiguar las causas de variación y…
Ambos gráficos de puntos e histogramas te dan un montón de información sobre la variación de una característica fundamental en un proceso para una iniciativa de Six Sigma. LA gráfico de puntos muestra la dispersión de puntos y la agrupación…
Multi-vari utiliza un plan de muestreo de datos específica, que destaca gráficamente la causa principal variación en la característica de salida de su proceso de Six Sigma mientras que permite el proceso para operar en su forma normal y sin…
Desde una perspectiva de calidad, Six Sigma se define como 3.4 defectos por millón de oportunidades. Esta figura se llama Seis Sigma nivel de calidad. Puntajes Sigma se lanzan sobre tanto que definitivamente hay que ser comprensivos cómoda lo que…
Las especificaciones son un elemento importante en los enfoques de Six Sigma. Antes de la década de 1800, todos los productos fueron fabricados uno a la vez por los artesanos. Un armero, por ejemplo, sería conformar un solo cañón de una pistola…
La herramienta SPC primaria para Six Sigma es la gráfico de control - un seguimiento gráfica de un proceso de entrada o una salida en el tiempo. En el gráfico de control, estas mediciones orugas se comparan visualmente a los límites de…
La medida complementaria de rendimiento para Six Sigma es defectos. Cuando un proceso o característica no realiza dentro de sus especificaciones, se produce una condición no cumplen las normas, llamado defectos. Si su rendimiento es del 90 por…